
|
1 2 3 4 5 6 7 8 9 10 11
           Meandrowy
Prasowanie na gorąco
Owiń rdzeń
Rozpylanie złota
Nawadnianie spawalnicze (grupa)
Utwardzanie pieczenia
Sortowanie
Sortowanie
Stopka do cięcia
Opakowania
|
Meandrowy Rdzeń nawojowy, ścisła kontrola temperatury i wilgotności (wilgotność poniżej 25%), owinięty rdzeń zamknięty w plastikowej torbie, przenieś do suszarni w celu użycia. |
Prasowanie na gorąco Prasowanie na gorąco, próżniowa maszyna do prasowania na gorąco, regulacja temperatury przy 105 stopniach, ciśnienie w zależności od grubości folii, zasada nie powinna uszkadzać powłoki metalowej (przenoszenie powłoki), kontrola wytrzymałości w 4kg-10kg; |
Owiń rdzeń Owiń rdzeń, przyspiesz prędkość przepływu, brak odkształceń uderzeniowych. |
Rozpylanie złota przed rozpyleniem złota na rdzeń kondensatora bezpieczeństwa, owinięty rdzeń jest ponownie wysyłany do pieca próżniowego w celu wypalenia w temperaturze 50 ℃ w celu usunięcia wilgoci, a następnie pierwsze i drugie natryskiwanie czteroelementowego stopu; Trzeci i czwarty natrysk wykonano ze stopu cynowo-cynkowego 30:70 o grubości 0,3-0,35 mm. Owiń rdzeń, przyspiesz prędkość przepływu, brak odkształceń uderzeniowych. |
Nawadnianie spawalnicze (grupa) przede wszystkim zastosowanie klimatyzacji do kontroli temperatury i wilgotności w warsztacie, aby zapobiec wchłanianiu wilgoci z kleju uszczelniającego; Druga grupa praca, załączanie (wg rezystancji napięciowej 2500V do załączania) - spawanie (pierwszy test 20 wyładowań zwarciowych 200 razy, pojemność OK, prąd upływu OK, potem praca) - klejenie (klej) - skorupa - drugie wypełnienie uszczelniacza (zwróć uwagę na rysowanie drutu klejowego i wspinanie się spowodowane przez źle połączony kondensator bezpieczeń |
Utwardzanie pieczenia używać pieca próżniowego z podciśnieniem, 85 stopni przez pół godziny, 105 stopni przez 2 godziny. Regularnie czyścić smar do zalewania wewnątrz piekarnika, aby zapobiec zabrudzeniu korpusu kondensatora. |
Sortowanie Sortowanie: test wysokiej częstotliwości, eliminuj złe spawanie, 10 testów ładowania i rozładowania zwarć, regulacja napięcia dla testu 2500 V DC |
Sortowanie Sortowanie: test wysokiej częstotliwości, eliminuj złe spawanie, 10 testów ładowania i rozładowania zwarć, regulacja napięcia dla testu 2500 V DC |
Stopka do cięcia Stopka tnąca: długość linii CP w produkcji konwencjonalnej wynosi 23 MM. Jeśli długość linii CP wymagana przez klienta wynosi 3,5 mm lub 4 mm, część długości należy odciąć. |
Opakowania Opakowanie: w zależności od wielkości opakowania produktu, zwróć uwagę na krótkie opakowanie! |
|
|
1 2 3 4 5 6 7
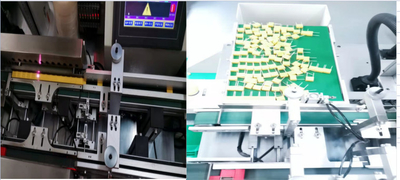
       maszyna do nawijania rdzenia kondensatora,
maszyna do nawijania rdzenia kondensatora,
Proces oplatania
Warsztat testowy sortowania
|
maszyna do nawijania rdzenia kondensatora, Ta nawijarka jest dedykowana do automatycznej nawijarki kondensatorów z folii metalizowanej średniej i małej, nadaje się do poliestru, poliwęglanu, polipropylenu i innych materiałów nawojowych, grubość folii minimum 2μm, w parze trzpienia można jednocześnie nawijać pojedynczy lub podwójny rdzeń kondensatora, zakres średnic rdzenia uzwojenia: 2,5 ~ 18mm. Średnica wału uzwojenia rdzenia :2,2,5,3,4,5,6,6 może być stosowana zamiennie. Może być nawijany pojedynczo lub podwójnie. Minimalna grubość folii nawojowej |
maszyna do nawijania rdzenia kondensatora, Jest to pierwszy etap procesu produkcyjnego, który polega na nawinięciu folii przez medium w celu utworzenia rdzenia kondensatora. Schludne, uporządkowane miejsce do pracy. |
Proces oplatania Stosowany głównie do powłok epoksydowych |
Warsztat testowy sortowania Poprzez główną wydajność produktu do przetestowania, sortowane produkty w 100% kwalifikowane |
|
|
|
Osoba kontaktowa: Miss. Lei
Tel: 18929192705

